
Top 8 Smart Manufacturing Solutions by Category
Manufacturers in the chemicals, pharmaceuticals, and advanced materials sectors often face scale-up challenges that slow the development of promising new products. Consider a hypothetical mid-sized polymer manufacturer that’s under pressure to deliver a breakthrough biodegradable packaging film for a major food brand. While the lab work goes well, scaling to production exposes a critical flaw when the material’s tensile strength drops below specification. Extrusion parameters drift, and production teams must repeatedly adjust formulations and re-run tests, costing weeks of effort.

The manufacturer must also reckon with wasted R&D and unsellable inventory, while their customer is forced to postpone launch and turn to another supplier. However, all this could have been avoided through the use of smart manufacturing solutions. These powerful tools provide tighter controls over complex processes at the scale and speed of production. A recent survey of smart manufacturing adopters showed that 85% believe their initiatives will transform how their products are made while improving agility, which shows that these solutions can be a key competitive differentiator.
Various types of smart manufacturing solutions make this possible by using connected data and advanced analytics to improve how teams understand and control their processes. For manufacturers working with complex materials, they help close the gap between early R&D results and stable production performance by giving teams increased visibility into how process variables influence product outcomes. Let’s explore the top eight smart manufacturing solutions by category and how they can help your business scale more effectively.
What are smart manufacturing solutions?
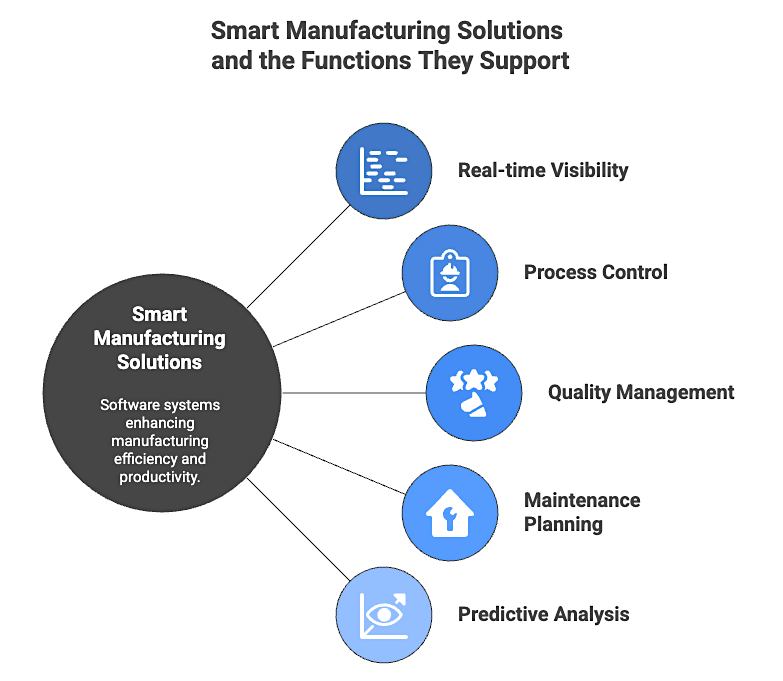
Smart manufacturing solutions are software systems that collect data from machines, sensors, and manufacturing software, then use that data to monitor, analyze, and improve how production is planned and executed. They support functions such as real-time visibility, process control, quality management, maintenance planning, and predictive analysis across a plant or network of plants.
For manufacturers working with complex formulations and sensitive processes, these capabilities help maintain consistency during scale-up and support more reliable production outcomes. These solutions are increasingly used in chemicals, pharma, and advanced materials because they help teams manage process variation, maintain traceability, and use technologies such as IoT and AI in a way that supports day-to-day operations.
A common implementation framework for smart manufacturing solutions is the Manufacturing Enterprise Solutions Association (MESA)’s Smart Manufacturing Model, which outlines three core concepts:
- Lifecycles: These are the major activity areas within a manufacturing organization. Within this category, there are six defined lifecycles: Production, Production Asset, Product, Supply Chain, Workforce, and Order-to-Cash.
- Cross-lifecycle threads: These are the major activity areas within a manufacturing organization. The threads include Quality, Compliance, Sustainability, Analytics, Security, Digital Twin/Thread, and Modeling/Simulation.
- Enabling technologies: Modern technologies bringing smart manufacturing to life, including IoT, Big Data, AI, ML, AR/VR, edge computing, robotics, and more.
These concepts form the foundation for the eight categories of smart manufacturing solutions used across industries.
8 Types of Smart Manufacturing Solutions
1. Product Lifecycle Management (PLM)
PLM solutions help manage product and process information from early development through manufacturing and eventual end-of-life. In materials-intensive fields, PLM unifies R&D data, design specs, and materials information into one version-controlled system. A better way to centralize shared product definitions means less trial-and-error during processes like simulation and modeling. With clearer access to accurate product information, teams can make decisions earlier and with fewer uncertainties during development.
Key Features of PLMs:
- Integration with analytics tools and/or machine learning (ML) that supports the evaluation of formulation or material options.
- Seamless connection with electronic lab notebooks (ELNs), laboratory management systems, and enterprise resource planning software.
- Granular controls over who can view or modify proprietary formulation and R&D data.
2. Manufacturing Operations Management (MOM)
MOMs are employed to optimize and control the execution side of manufacturing operations, from planning through execution and maintenance. These solutions automatically collect and archive all process data, providing real-time visibility over materials and generating actionable tasks for production schedules.
Key Features of MOMs:
- Monitor all work-in-progress and resource usage while maintaining traceability across production steps.
- Built-in capabilities for non-conformance management and statistical process control (SPC).
- Standardized interfaces and connectivity with PLC and SCADA systems.
3. Asset Performance Management (APM)
APMs leverage data from sensors and industrial equipment to monitor and optimize the performance of physical assets, such as pumps and vessels. These solutions provide intelligence on predictive and optimized maintenance, reducing unexpected failures that can cause safety hazards or process upsets.
Key Features of APMs:
- AI and ML algorithms that detect subtle anomalies in areas such as temperature and pressure data.
- Centralized dashboards highlighting the risk of failure for each asset.
- Computerized Maintenance Management System (CMMS) for automatic work order creation.
4. Industrial Internet of Things (IIoT)
The IIoT is a network of connected sensors, devices, and machines that collect and exchange data in an industrial environment. This connectivity layer provides real-time visibility into equipment conditions and process data, providing granular insights to optimize operations and support the creation of digital twins.
Key Features of IIoT:
- Edge analytics for processing data locally to minimize latency.
- Multi-protocol support (e.g., MQTT, OPC UA) to connect diverse machinery.
- Scalable device connectivity to handle thousands of assets.

5. Business Intelligence (BI) / Industrial Analytics
This type of smart manufacturing solution transforms operational and enterprise data into actionable insights to support key performance indicators (KPIs) and strategic planning. The goal of BI and industrial analytics software is to drive performance improvements by helping teams make informed decisions across operations.
Key Features of BI:
- Advanced analytics capabilities, including statistical process control (SPC).
- Contextualized dashboards and reporting tools tailored for different user roles.
- ML model support for deployment and management.
6. Value Chain Management (VCM)
VCM software manages the extended enterprise, including supply chain, logistics, and partner networks. You can use VCM to synchronize demand and supply while aligning production plans with customer needs. This function helps enhance supply chain resilience and reduce inventory costs.
Key Features of VCMs:
- Scenario simulation for risk management and decision-making.
- Built-in tools for supplier collaboration and performance tracking.
- Real-time visibility into in-transit inventory and logistics.
7. Workforce Management
Workforce management solutions are designed to equip employees with digital tools to enhance their productivity and safety. These tools could include training content and augmented reality capabilities delivered through wearable devices to reduce training time and preserve production knowledge.
Key Features of Workforce Management Solutions:
- Mobile or wearable interfaces (e.g., smart glasses, tablets) for hands-free operations.
- AI-guided workflows and augmented reality (AR) support
- Integrated skill and certification tracking for compliance and resource allocation.
8. Cybersecurity and Governance
Last but not least, cybersecurity and governance solutions protect against cyber threats and secure data across IT and OT environments. These solutions reduce your manufacturing enterprise’s exposure to data breaches and system outages, which is essential for meeting industry and regulatory security requirements such as ISO 27001.
Key Features of Cyber and Governance Solutions:
- Unified IT/OT threat detection and security monitoring.
- Zero trust segmentation to limit the scope of potential breaches.
- Policy and access controls that manage user permissions and enforce governance across systems.
Top 8 Smart Manufacturing Solutions by Category
1. Best for Product Lifecycle Management (PLM): MaterialsZone
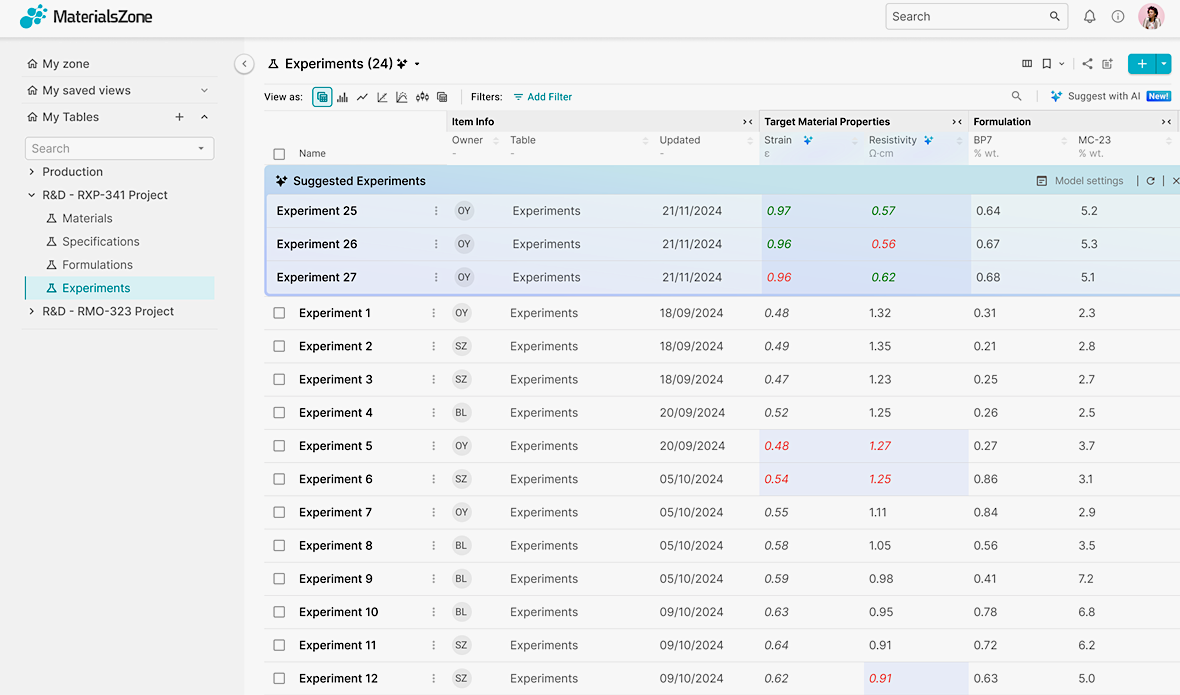
While not a traditional PLM system, MaterialsZone’s materials informatics platform supports many PLM-related activities by unifying critical R&D and product data in one controlled environment.
The AI-guided, Lean R&D solution centralizes the wide range of data generated in materials and product development so teams can work from consistent, well-organized information. Its AI capabilities help interpret experimental results and support decision-making throughout development and scale-up.
Key capabilities include:
- Materials Knowledge Center: Organizes formulations, specifications, test data, and experiment history in a controlled environment.
- Predictive Co-Pilot: Uses AI to guide experimentation and reduce trial-and-error during development.
- Collaboration Hub: Gives teams shared access to current information to support coordination across R&D, engineering, and production.
The platform enables materials R&D teams to stay ahead of the competition with streamlined product development, while effortlessly boosting efficiency with optimized resource utilization.
Review: “The MaterialsZone platform has been a game-changer for us. It helps us keep our lab inventory up-to-date, streamline sensing material formulations, manage chip manufacturing, and track prototype components and tests.”
2. Best for Manufacturing Operations Management (MOM): Siemens Opcenter
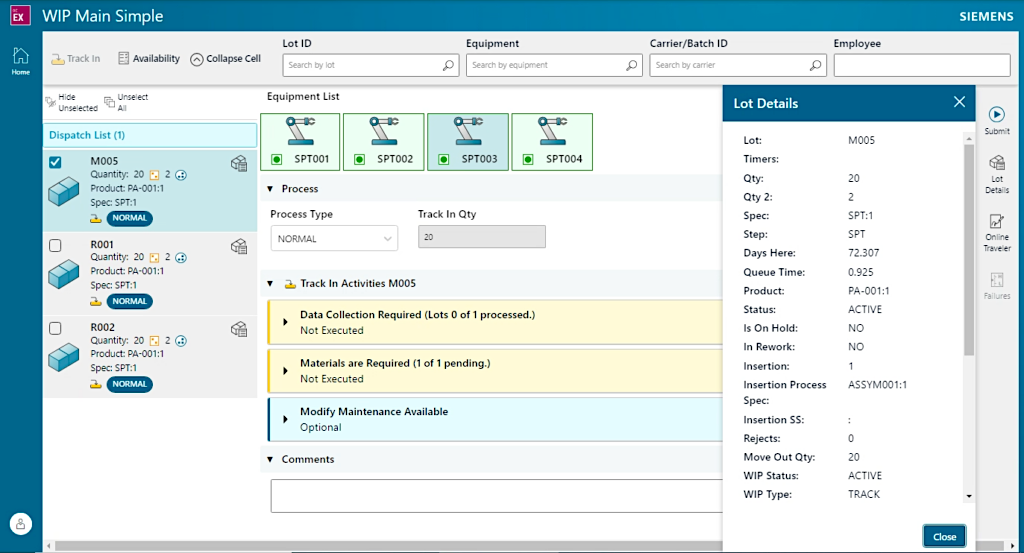
Opcenter is part of Siemens’ notable Manufacturing Operations Management portfolio, acting as the link between Product Lifecycle Management (PLM) and plant automation. Its core capabilities include Quality Management Systems (QMS) for compliance and Opcenter APS for production planning and scheduling. It’s known for the Enterprise Manufacturing Intelligence (EMI) feature that lets it provide data-driven insights, real-time visibility, and predictive analytics to optimize operations, quality, and costs.
Review: “The overall (Opcenter MOM) user interface is perfect, where everything links to the overall manufacturing loop. There are easy integrations across the manufacturing process and (it) can be used everyday with ease.”
3. Best for Asset Performance Management (APM): AspenTech APM Suite

AspenTech APM Suite is an all-in-one solution for monitoring and diagnosis across manufacturing assets. Standout features include Aspen Mtell® for predictive maintenance and Aspen Fidelis™ for analyzing system performance, such as risk/reward scenarios. It helps solve equipment issues by automatically generating process flow and Piping & Instrumentation diagrams.
Review: “As an engineer working in a big manufacturing plant, it can be useful to be able to detect asset anomalies. The software’s ‘failure agents’ use patterns in data inputs to predict which parts of equipment are likely to fail and when.”
4. Best for Industrial IoT: Microsoft Azure IoT
Microsoft Azure IoT is a cloud-to-edge platform used to connect and monitor industrial devices and assets. Azure IoT Hub and Azure Digital Twins are part of the product suite that helps you deploy technologies such as cloud analytics and predictive maintenance within your operational environment. The software enables collaboration across IT and operational technology (OT), and ensures that your solutions are scalable and interoperable.
Review: “Azure IoT offers a variety of IoT services [for] organisations [wanting] enterprise-grade solutions, scalable, and secure services.”
5. Best for Business Intelligence (BI) and Industrial Analytics: Seeq
Seeq is an industrial AI analytics platform that translates manufacturing data into actionable insights. The AI Assistant can write code and generate insights at speed, and the product suite includes other features to perform calculations, predict processes, and forecast success rates. The smart manufacturing solution also automates and streamlines repetitive processes to reduce costs while saving time.
Review: “With this tool, we're able to empower our workforce, and the software helps us optimize processes to lower cost, increase throughput, and also reduce wastage.”
6. Best for Value Chain Management (VCM): Kinaxis RapidResponse
As an end-to-end supply chain platform, Kinaxis RapidResponse provides real-time visibility over planning and change impacts across the manufacturing supply chain. It includes an Intelligence Engine and AI-driven scenario modeling to run various scenarios and optimize inventory levels. Users find it easy to use and valuable in helping implement supply chain solutions for their customers.
Review: “Many planning tools can help planners answer the question whether they can support a plan. However, RapidResponse helps planners take that a step further and answer the question of which strategy you should plan, based on your KPIs important to your business.”
7. Best for Workforce Management: Augmentir

Augmentir is an agentic AI platform that digitizes and optimizes frontline operations, such as quality and assembly. It combines Augie™ (its generative AI) with industrial augmented reality and AI-based workforce intelligence to identify skill gaps and provide digital work instructions that boost productivity. The platform is customizability and versatile, and also offers features designed to enhance workplace safety.
Review: “Augmentir helps our organization to digitize all documents, track, organize, and show us improvement opportunities with AI as well as remotely connect with technicians.”
9. Best for Cybersecurity and Governance: Palo Alto Networks OT Security
Palo Alto Networks OT Security offers Zero Trust protection for industrial operations. The platform’s key features include fine-grained segmentation and least-privilege to secure remote industrial access. It also has built-in ML to provide visibility over all OT, IT, and IoT assets in your enterprise.
Review: “It automatically discovers all IoT and OT devices, even those that are usually missed, and gives a complete view of what’s happening.”
Smart Manufacturing Starts with AI-driven Lean R&D
The range of smart manufacturing solutions across all eight key categories helps your organization improve development work, strengthen production performance, and support more reliable supply chain operations. To put these capabilities into practice, manufacturers need tools that can bring their R&D and production data into one place.
MaterialsZone supports smart manufacturing with AI-guided materials data and Lean R&D, accelerating the development of materials-based products. With MaterialsZone, you can access advanced data analytics and machine learning for predictive outcomes and data-driven decision making, leading to more streamlined development cycles.
Request a MaterialsZone demo to see how AI-driven R&D helps you bring better products to market faster.

.png)

.png)
